Aluminum 6082 - B221 6082 - EN AW-AlSi1MgMn - EN AW-6082
6082 is a wrought aluminium alloy of European origin. A “reference” grade in Europe, 6061 is more common in North America for availability reasons. Its performance relies on precipitation hardening (the magnesium–silicon system) and the addition of manganese, which helps stabilize it. Explore its mechanical properties as a function of temper, the filler metals to favor for welding, and other recommendations for this aluminium alloy.
Available shapes :
Order 6082 Online
Select the desired form, standard, or specification and place your order with one click. A member of our sales team will contact you promptly to finalize your order.
Where does 6082 aluminium come from? Positioning versus 6061
6082 is an European-origin aluminium alloy, derived from historical designations such as AlMgSi1 (German) and HE30 (British). It belongs to the wrought Al-Mg-Si alloy family (6000 series).
In common structural applications, a fairly stable market pattern can be observed.
- In Europe, 6082 is often the reference grade for engineering parts and products in the 6000 series.
- In North America, 6061 is more common as a functional equivalent across many supply chains.
As a result, heat-treated plates are widely available in 6061-T651 in some supply channels, which naturally influences material selection when immediate availability is the priority.
There is, however, one notable exception: high-performance wheels, including in Europe. In that sector, 6061-T6 is often preferred, driven by US influence and long-established supply chain habits.
How do the alloying elements in 6082 affect its performance?
The full chemical composition of 6082 is detailed later in this article.
6082 belongs to the Al-Mg-Si alloy family, whose mechanical performance relies on precipitation hardening. In practical terms:
- After solution heat treatment, quenching, and then ageing, the alloy forms very fine precipitates that strengthen its internal structure.
- The magnesium + silicon combination enables the formation of these precipitates and limits deformation of the metal.
- A slight excess of silicon can improve the response to ageing and help achieve higher mechanical strength.
Manganese (Mn) plays a stabilising role, particularly through grain size control. It helps homogenise the structure, improving mechanical consistency and the uniformity of properties.
Metallurgical tempers and heat treatments
The behaviour of 6082 depends as much on its chemistry as on the thermal sequence applied to it. The most useful process settings can be summarised in four key stages.
Table - 6082 heat treatment windows
| Stage | Parameter window | Purpose |
|---|---|---|
| Annealing (O) | 380-420 °C; soaking time 1-2 h; cooling ≤ 30 °C/h down to 250 °C, then air cooling | Soften and homogenise the metallurgical condition |
| Solution heat treatment | 525-540 °C | Dissolve strengthening phases before quenching |
| Quenching | Water or air | “Freeze” a supersaturated solid solution after solution treatment |
| Natural ageing (T4 / T451) | 5-8 days | Progressive hardening at room temperature |
| Artificial ageing (T6 / T651 / T62) | 155-190 °C for 4-16 h | Accelerate precipitation and reach a higher strength level |
Impact of temper: from annealed (O) to hardened (T6)
For sheets and plates, the metallurgical temper directly controls four key indicators: ultimate tensile strength Rm, yield strength Rp0.2, elongation at fracture A, and Brinell hardness HBS.
Table - Performance by temper (sheets / plates)
| Temper | e (mm) | Rm (MPa) | Rp0.2 (MPa) | A (%) | HBS (≈) |
|---|---|---|---|---|---|
| O | 0.4-12.5 | ≤ 150 | ≤ 85 | ≥ 14 | 40 |
| T4 / T451 | 0.4-12.5 | ≥ 205 | ≥ 110 | ≥ 12 | 58 |
| T42 | 0.4-12.5 | ≥ 205 | ≥ 95 | ≥ 12 | 57 |
| T6 / T651 / T62 | 0.4-12.5 | ≥ 310 | ≥ 255 | ≥ 6 | 91 |
Note: for T6, Rp0.2 drops from ≥ 260 MPa (up to 6 mm) to ≥ 255 MPa (from 6 to 12.5 mm); HBS is approximately 94, then 91. The table above keeps the most conservative values, i.e. the guaranteed minimum values.
Numerical summary (same product form, e = 0.4-1.5 mm): these differences clearly show the “price to pay” for hardening: strength increases significantly, but elongation decreases.
- From O → T451: ΔRm +55 MPa, ΔRp0.2 +25 MPa, ΔA −2%, ΔHBS +18.
- From O → T6: ΔRm +160 MPa, ΔRp0.2 +175 MPa, ΔA −8%, ΔHBS +54.
The bending radii given below (90°) are expressed as multiples of thickness e.
Table - Bending guide (minimum inside radii at 90°) (sheets / plates)
| Thickness t (mm) | O temper (annealed) | T4 / T451 temper | T42 temper | T6 / T651 / T62 temper |
|---|---|---|---|---|
| 0.4-1.5 | 0.5·e | 1.0·e | 1.5·e | 2.5·e |
| 3.0-6.0 | 1.0·e | 3.0·e | 3.0·e | 4.5·e |
| 6.0-12.5 | 2.0·e | 4.0·e | 4.0·e | 6.0·e |
Treatment sensitivity: T6 vs T5 (test data)
Laboratory tests (see graph below) reveal a fundamental difference in behaviour between T5 temper (cooled after forming) and T6 temper (optimised quenching and ageing).
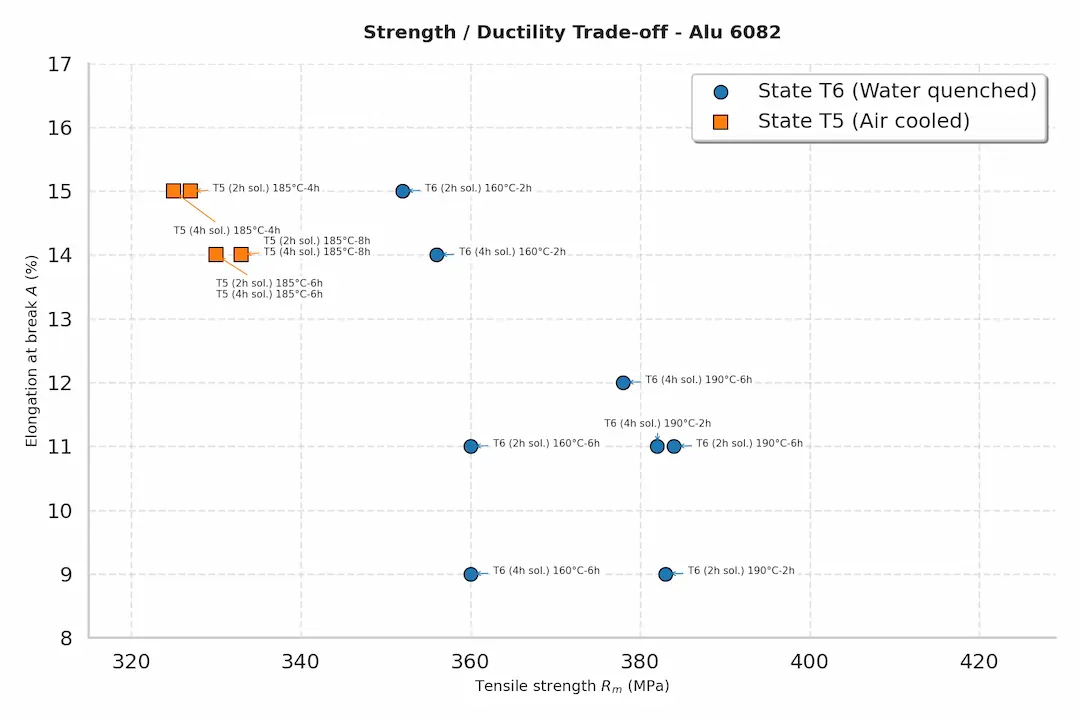
This graph highlights the classic strength / ductility trade-off of 6082 depending on the temper. The T6 points shift towards higher Rm values (≈ 352-384 MPa), at the cost of lower elongation (≈ 9-15%), with the most severe ageing conditions around 190 °C. By contrast, the T5 conditions remain more ductile (≈ 14-15%) but are limited to more modest Rm values (≈ 325-333 MPa).
What mechanical properties can be expected depending on product form and thickness, at constant temperature (20 °C)?
Mechanical properties of rolled products (sheets and plates)
For flat products (sheets, plates, strips), mechanical properties are not constant: they decrease as thickness increases.
Table - EN 485-2: minimum 6082 properties by thickness (T6 / T651 / T62)
| Thickness e (mm) | Rm min (MPa) | Rp0.2 min (MPa) | A min (%) | Brinell hardness HBS (typ.) |
|---|---|---|---|---|
| 0.4-6 | ≥ 310 | ≥ 260 | ≥ 6 to 10 | 94 |
| 6.0-12.5 | ≥ 310 | ≥ 255 | ≥ 9 | 91 |
| 12.5-60.0 | ≥ 295 | ≥ 240 | ≥ 8 | 89 |
| 60.0-100.0 | ≥ 295 | ≥ 240 | ≥ 7 | 89 |
| 100.0-150.0 | ≥ 275 | ≥ 240 | ≥ 6 | 84 |
| 150.0-175.0 | ≥ 275 | ≥ 230 | ≥ 4 | 83 |
Properties of extrusions: bars, tubes and profiles
Unlike sheets, long products (bars and profiles) follow a different logic. Their properties depend not only on thickness, but also on the manufacturing route: extruded (pressed) or drawn.
The overall trend is straightforward: thin sections (wall thickness ≤ 5 mm) already show high minimum values, while thicker walls (up to 25 mm) generally achieve higher Rp0.2 and A values.
Table - Guaranteed minimum values for T6 extrusions (bars / tubes / profiles)
| Product (standard) | Dimension | Rm min (MPa) | Rp0.2 min (MPa) | A min (%) |
|---|---|---|---|---|
| Pressed round bar (EN 755-2) | Ø ≤ 20 mm | 295 | 250 | 8 |
| Pressed round bar (EN 755-2) | 20 < Ø ≤ 150 mm | 310 | 260 | 8 |
| Drawn tube (EN 754-2) | t ≤ 5 mm | 310 | 255 | 8 |
| Drawn tube (EN 754-2) | 5 < t ≤ 20 mm | 310 | 240 | 10 |
| Pressed tube (EN 755-2) | t ≤ 5 mm | 290 | 250 | 8 |
| Pressed tube (EN 755-2) | 5 < t ≤ 25 mm | 310 | 260 | 10 |
| Profile (EN 755-2) | t ≤ 5 mm | 290 | 250 | 8 |
How does temperature affect 6082 aluminium?
Unlike steel, aluminium loses its mechanical properties quickly as temperature rises. For 6082-T6, a reasonable upper limit for structural use is around 150 °C to 170 °C. The data in the graph below come from tests carried out at a constant strain rate, after a 30-minute holding time at the target temperature.
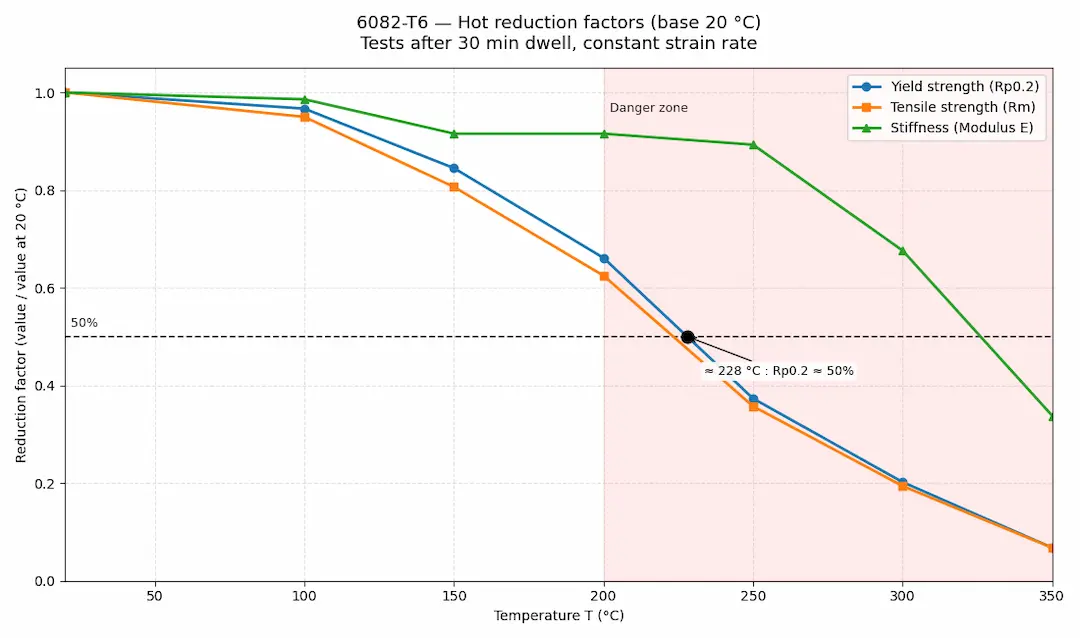
This graph shows the reduction factors for the properties of 6082-T6 at elevated temperature (reference: 20 °C). The yield strength (Rp0.2) and ultimate tensile strength (Rm) drop rapidly as temperature rises, while the Young's modulus E remains relatively close to its initial value up to around 250 °C before falling sharply. The 50% marker illustrates a practical threshold: Rp0.2 falls below half of its room-temperature value at about 240 °C, which marks a major loss of load-bearing capacity in the danger zone.
Welding 6082: hot cracking and loss of strength
Welding 6082 requires two major precautions: selecting the correct filler wire to avoid hot cracking, and accounting for the sharp drop in mechanical properties in the welded area.
Hot cracking risk: choosing the right filler metal
6082 is sensitive to cracking during weld pool solidification. Laboratory tests (Houldcroft method) show that 6082 should never be welded without filler metal (autogenous welding), nor with an unsuitable filler wire.
Test results (filler wire comparison)
| Filler metal (wire) | Cracking risk (TIG) | Cracking risk (MIG) | Recommendation |
|---|---|---|---|
| AlMg5Cr (type 5356) | Low (10%) | Low (13%) | Best choice |
| AlSi5 (type 4043) | Medium (34%) | Medium (26%) | Acceptable (more fluid) |
| AlMg4.5Mn | High (43%) | Medium (23%) | Avoid in TIG |
| No filler | Critical (44%) | - | Not recommended |
Heat-affected zone (HAZ): strength loss
Even when the weld itself is sound, the heat input locally destroys the T6 heat treatment around the weld bead. The metal therefore returns towards a much softer condition.
According to Eurocode 9, this loss is very significant. As an order of magnitude, for 6082-T6, depending on product form and thickness, designers typically retain:
- Yield strength (Rp0.2): about 48 to 52% of the original value.
- Ultimate tensile strength (Rm): about 60% of the original value.
Chemical composition of 6082
The mini/maxi variations in its chemical composition accepted for aerospace applications.
| % | Cr Chromium | Cu Copper | Fe Iron | Mg Magnesium | Mn Manganese | Si Silicon | Ti Titanium | Zn Zinc |
|---|---|---|---|---|---|---|---|---|
| Min. | 0.00 | 0.00 | 0.00 | 0.60 | 0.40 | 0.70 | 0.00 | 0.00 |
| Max. | 0.25 | 0.10 | 0.50 | 1.20 | 1.00 | 1.30 | 0.10 | 0.20 |
Related aluminum alloys
2014, AlCu4SiMg, 3.1255, EN AW-2014
SHEET (THICKNESS < 6MM)
2014A
RECTANGULAR BAR, ROUND BAR, SHEET (THICKNESS < 6MM)
2017, AlCu4MgSi, AL4
SHEET (THICKNESS < 6MM), SHEET (THICKNESS> 6MM)
2024, AU4G1, 3.1354, EN AW-2024, Al-Cu4Mg1
SQUARE BAR, ROUND BAR, PROFILE, SHEET (THICKNESS < 6MM), SHEET (THICKNESS> 6MM), ROUND TUBE
2050
SHEET (THICKNESS > 6MM)
2219, AlCu6Mn, EN AW-2219
SHEET (THICKNESS > 6MM)
2524
SHEET (THICKNESS < 6MM)
2618, AU2GN, 3.1924, EN AW-AlCu2Mg1,5Ni, AL-P2618A
SHEET (THICKNESS > 6MM), ROUND TUBE
2618A
RECTANGULAR BAR, ROUND BAR, SHEET (THICKNESS > 6MM)
5005, EN AW-5005, EN AW-AlMg1(B)
PERFORATED SHEET
5052, EN AW-5052, EN AW-AlMg2,5, 3.3524, AL-P5052
ROUND TUBE
5086, EN AW-5086, EN AW-AlMg4, 3.3545, AB 5086
ROUND BAR, PROFILE, SHEET (THICKNESS < 6MM), PERFORATED SHEET, ROUND TUBE
5251, 3.3525, EN AW-5251, EN AW-AlMg2, EN AW-AlMgMn0,3
ROUND TUBE
5754, 3.3535, EN AW-5754, EN AW-AlMg3
PERFORATED SHEET
6061, 3.3214, EN AW-6061, EN AW-AlMg1SiCu
ROUND BAR, SHEET (THICKNESS < 6MM), SHEET (THICKNESS> 6MM), ROUND TUBE
6063, EN AW-6063, EN AW-AlMg0,7Si
SHEET (THICKNESS < 6MM)
7010
SHEET (THICKNESS > 6MM)
7010-7050
SHEET (THICKNESS > 6MM)
7050
ROUND BAR, PROFILE, SHEET (THICKNESS > 6MM), ROUND TUBE
7055
SHEET (THICKNESS < 6MM), SHEET (THICKNESS> 6MM)
7075
RECTANGULAR BAR, ROUND BAR, PROFILE, SHEET (THICKNESS < 6MM), SHEET (THICKNESS> 6MM), ROUND TUBE
7075-7175
ROUND BAR
7150
RECTANGULAR BAR
7175
ROUND BAR, PROFILE, SHEET (THICKNESS > 6MM)
7449
SHEET (THICKNESS > 6MM)
7475
SHEET (THICKNESS < 6MM), SHEET (THICKNESS> 6MM)
CALE PELABLE
SHEET
L56
ROUND TUBE
Key properties
The most remarkable properties of this aluminum alloy.

Thermal capacity
894–896 J/(kg·°C)

Resistivity
0.031–0.042 Ω·mm²/m

Thermal conductivity
167–220 W/(m·°C)

Tensile Strength
100–310 MPa

