Aluminium 6063 - EN AW-6063 - EN AW-AlMg0,7Si
Alliage corroyé Al-Mg-Si de la série 6000, le 6063 (EN AW-6063, UNS A96063) est une nuance conçue pour l’extrusion, avec une très bonne aptitude à la finition de surface et une excellente réponse à l’anodisation. Il est donc particulièrement présent depuis les années 50 dans les profilés et formes architecturales, là où l’aspect et la régularité comptent autant que la performance.
Formes disponibles :
Commander du 6063
Sélectionnez la forme, la norme ou la spécification désirée et passez votre commande en un clic. Un membre de notre équipe commerciale se mettra rapidement en contact avec vous pour finaliser votre commande.
Qu’est-ce que l’alliage aluminium 6063 ?
Le 6063 est un alliage d’aluminium de la série 6xxx (famille Al-Mg-Si), connu pour sa très bonne aptitude à l’extrusion et sa qualité de surface. Selon les systèmes de désignation, on le retrouve sous les références suivantes : EN AW-6063 (normes européennes), AA 6063 (Aluminum Association) et UNS A96063 (Unified Numbering System). Sa désignation chimique courante est AlMg0,7Si, qui résume sa base magnésium-silicium, typique des alliages 6000.
ADN d’usage : extrusion et architecture
Le 6063 est d’abord choisi pour son aptitude à l’extrusion : il se prête très bien à la réalisation de profilés complexes et réguliers, avec une productivité élevée.
Son autre force, déterminante en architecture, est la qualité de finition : il permet d’obtenir facilement une surface propre et très lisse, pour un rendu esthétique sur les façades, cadres et éléments visibles. C’est pourquoi on le retrouve massivement dans les profilés extrudés architecturaux (menuiseries aluminium, habillages, garde-corps, formes décoratives).
Enfin, le 6063 offre une excellente réponse à l’anodisation, en particulier dans des états usuels d’extrusion comme les T5, T52 et T6, ce qui facilite l’obtention de teintes et d’aspects homogènes sur des séries de profilés.
Rôle des éléments de composition du 6063
Il existe une variante européenne du 6063 appelée 6063A. La différence clé entre les deux nuances tient à une chimie légèrement plus chargée côté 6063A, notamment sur les minima de Mg et de Si, ce qui se traduit par un positionnement plus orienté résistance mécanique à état comparable.
Sur le plan métallurgique, le 6063 appartient aux alliages Al-Mg-Si :
- Le couple magnésium + silicium permet la formation de Mg₂Si, base du durcissement par précipitation qui fait l’intérêt des états traités, comme pour les autres alliages 6000.
- Le silicium (Si), en abaissant la température de fusion et en améliorant la fluidité de l’alliage, favorise l’extrusion et la qualité de surface.
- Le cuivre (Cu) est maintenu à faible teneur afin de préserver la résistance à la corrosion, au prix d’un potentiel de résistance maximal moins élevé que celui d’autres nuances 6000 plus cuivrées.
- Le fer (Fe), impureté la plus courante dans l’aluminium, favorise la présence d’intermétalliques qui peuvent jouer un rôle dans la corrosion localisée (piqûres), en raison des contrastes électrochimiques avec la matrice.
États métallurgiques du 6063 et propriétés mécaniques
Définitions (EN 515 / ISO 2107 / ANSI H35.1)
Les états T décrivent des séquences de traitement appliquées à un produit corroyé afin de fixer ses propriétés.
- T4 correspond à une mise en solution suivie d’un vieillissement naturel (état stable, généralement plus formable).
- T5 désigne un produit refroidi après mise en forme à chaud, typiquement après extrusion, puis soumis à un vieillissement artificiel.
- T6 correspond à une mise en solution puis à un vieillissement artificiel, souvent recherché pour maximiser la résistance à état comparable.
- Enfin, des suffixes comme _51 / _52 / _54 indiquent des variantes de détensionnement (réduction des contraintes résiduelles) par des procédés définis par les normes.
Barres et tubes extrudés 6063 : minima EN 755-2
Les exigences ci-dessous concernent des produits extrudés en 6063 selon EN 755-2, avec des minima définis par état et dimension.
Barres rondes extrudées
| État | Dimension | Rm (min) | Rp0,2 (min) | A (min) | A50 (min) | HBW (typ.) |
|---|---|---|---|---|---|---|
| O, H111 | D≤200, S≤200 | - | 130 (max) | - | - | - |
| T4 | D≤150, S≤150 | 130 | 65 | 14 | - | 50 |
| T4 | 150<D≤200, 150<S≤200 | 120 | 65 | 12 | - | 50 |
| T5 | D≤200, S≤200 | 175 | 130 | 8 | 6 | 65 |
| T6 | D≤150, S≤150 | 215 | 170 | 10 | 8 | 75 |
| T6 | 150<D≤200, 150<S≤200 | 195 | 160 | 10 | - | 75 |
| T66 | D≤200, S≤200 | 245 | 200 | 10 | 8 | 80 |
Tubes extrudés
| État | Épaisseur t | Rm (min) | Rp0,2 (min) | A (min) | A50 (min) | HBW (typ.) |
|---|---|---|---|---|---|---|
| O, H111 | t≤25 | - | 130 (max) | 18 | - | 25 |
| T4 | t≤10 | 130 | 65 | 14 | 12 | 50 |
| T4 | 10<t≤25 | 120 | 65 | 12 | 10 | 50 |
| T5 | t≤25 | 175 | 130 | 8 | 6 | 65 |
| T6 | t≤25 | 215 | 170 | 10 | 8 | 75 |
| T66 | t≤25 | 245 | 200 | 10 | 8 | 80 |
Ces tableaux montrent que les états T6 et T66 concentrent les niveaux de résistance les plus élevés, tandis que T4 conserve davantage de marge en aptitude au formage (A).
Exemple de comparaison des propriétés du 6063 et du 6063A : les profilés extrudés
Profilés extrudés 6063 : minima EN 755-2 (T5, T6)
| État | Épaisseur t | Résistance à la traction Rm (min) | Limite d’élasticité Rp0,2 (min) | Allongement à la rupture A (min) | A50 (min) | Dureté Brinell HBW (typ.) |
|---|---|---|---|---|---|---|
| T5 | t ≤ 3 mm | 175 MPa | 130 MPa | 8 % | 6 % | 65 |
| T5 | 3 < t ≤ 25 mm | 160 MPa | 110 MPa | 7 % | 5 % | 65 |
| T6 | t ≤ 10 mm | 215 MPa | 170 MPa | 8 % | 6 % | 75 |
| T6 | 10 < t ≤ 25 mm | 195 MPa | 160 MPa | 8 % | 6 % | 75 |
Pour les profilés extrudés en 6063 ou 6063A, la norme EN 755-2:2008 définit des minima par état métallurgique et par plage d’épaisseur. On observe une logique simple : quand l’épaisseur augmente, les minima exigés en résistance et en ductilité tendent à baisser.
Profilés extrudés 6063A : minima EN 755-2 (T5, T6)
| État | Épaisseur t | Résistance à la traction Rm (min) | Limite d’élasticité Rp0,2 (min) | Allongement à la rupture A (min) | A50 (min) | Dureté Brinell HBW (typ.) |
|---|---|---|---|---|---|---|
| T5 | t ≤ 10 mm | 200 MPa | 160 MPa | 7 % | 5 % | 75 |
| T5 | 10 < t ≤ 25 mm | 190 MPa | 150 MPa | 6 % | 4 % | 75 |
| T6 | t ≤ 10 mm | 230 MPa | 190 MPa | 7 % | 5 % | 80 |
| T6 | 10 < t ≤ 25 mm | 220 MPa | 180 MPa | 5 % | 4 % | 80 |
Comparatif 6063 et 6063A : quel choix selon l’objectif ?
À forme et à épaisseur comparables (profilés extrudés EN 755-2), 6063A se positionne comme une variante orientée résistance, alors que 6063 conserve un profil plus équilibré du côté de la ductilité.
En T6, l’avantage en résistance du 6063A reste présent, mais le point d’attention devient l’allongement à la rupture A : sur 10 < t ≤ 25 mm, le 6063A descend à A = 5 %, alors que le 6063 reste à A = 8 % dans la même plage d’épaisseur. En clair, si la priorité est la résistance minimale garantie, le 6063A est souvent mieux placé ; si l’on vise davantage de marge en ductilité (mise en forme, tolérance aux défauts, comportement en service), le 6063 peut être plus confortable à état comparable.
Comportement à chaud du 6063-T5 : baisse des performances avec la température
Tableau E / fy / fu de ~24 °C à 600 °C
Données issues d’essais de traction à température stabilisée sur 6063-T5, avec maintien à température puis chargement jusqu’à rupture. Les valeurs sont reportées comme propriétés matière à chaud (E, fy, fu). Le calcul est réalisé à partir des coefficients publiés dans l’article de Su & Young (tableau 3), à partir des valeurs du tableau 2. Les données obtenues ne correspondent pas aux valeurs du tableau 2 du PDF de l’article, ce qui semble provenir d’une erreur de report dans la publication.
| Température (°C) | Coef ET/E | E calculé (MPa) | Coef fy/fy24 | fy calculé (MPa) | Coef fu/fu24 | fu calculé (MPa) |
|---|---|---|---|---|---|---|
| 24 | 1.00 | 65 600 | 1.00 | 186,6 | 1.00 | 226,7 |
| 101,2 | 0.97 | 63 632 | 0.98 | 182,9 | 0.96 | 217,6 |
| 200,9 | 0.86 | 56 416 | 0.87 | 162,3 | 0.81 | 183,6 |
| 253,1 | 0.83 | 54 448 | 0.79 | 147,4 | 0.70 | 158,7 |
| 300,8 | 0.79 | 51 824 | 0.70 | 130,6 | 0.61 | 138,3 |
| 350,4 | 0.72 | 47 232 | 0.60 | 112,0 | 0.50 | 113,4 |
| 400,6 | 0.69 | 45 264 | 0.36 | 67,2 | 0.31 | 70,3 |
| 449,7 | 0.67 | 43 952 | 0.25 | 46,7 | 0.22 | 49,9 |
| 502,1 | 0.52 | 34 112 | 0.10 | 18,7 | 0.08 | 18,1 |
| 602,3 | 0.44 | 28 864 | 0.04 | 7,5 | 0.03 | 6,8 |
Implications
Figure 1 : évolution des propriétés mécaniques du 6063-T5 en température (d’après Su & Young, 2019)
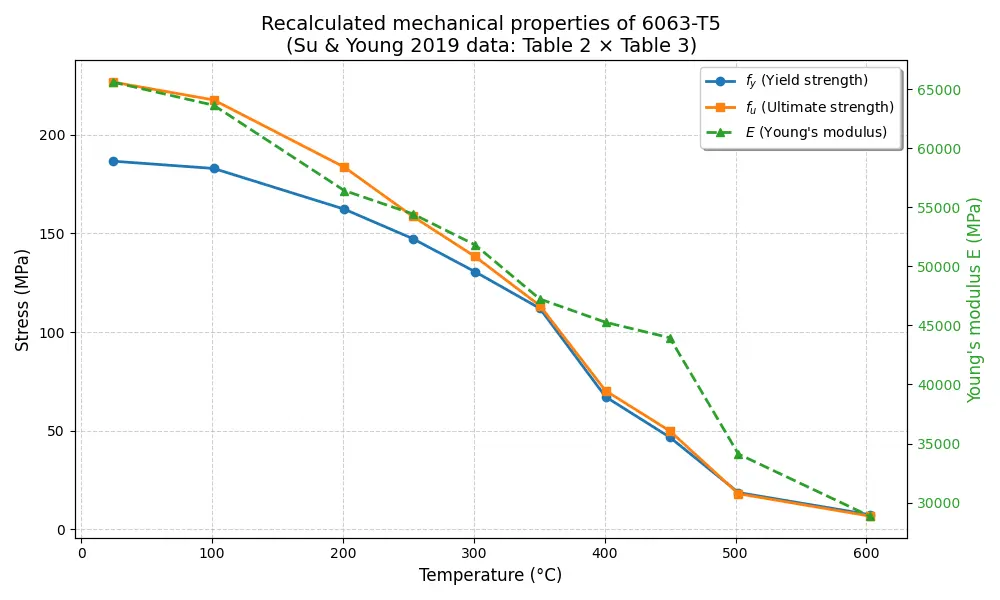
Analyse (données Su & Young, 2019) :
- Stabilité relative : les performances restent relativement stables jusqu’à environ 200 °C.
- Chute critique : la résistance chute fortement entre 200 °C et 400 °C.
- Rigidité vs résistance : le module de Young (E) se dégrade nettement moins vite que la limite élastique (fy) à haute température.
Corrosion et anodisation du 6063
Le 6063 offre une excellente résistance à la corrosion atmosphérique, ce qui en fait une nuance très fiable en extérieur. Les limites apparaissent surtout dans des environnements sévères, lorsque l’humidité et les chlorures restent piégés : le risque devient alors la corrosion localisée (piqûres et corrosion en crevasse), typiquement en eau stagnante.
Ce comportement est favorisé par des intermétalliques riches en Fe-Si-Al (parfois Fe-Si-(Mn)-Al) pouvant créer des micro-couples avec la matrice (écart de potentiel typique ~225–280 mV), conduisant à une dissolution locale puis à la formation d’une piqûre.
Du côté de la corrosion sous contrainte, le 6063 est globalement faiblement sensible en usage courant, car il appartient aux alliages Al-Mg-Si et reste loin des Al-Mg fortement chargés.
Enfin, le 6063 est un standard décoratif grâce à sa surface très lisse et à sa très bonne aptitude à l’anodisation, en particulier dans des états usuels de profilés comme T5, T52 et T6.
Mise en œuvre du 6063 : extrusion, formage, usinage et soudage
Extrusion : règle d’épaisseur minimale
En conception de profilés, l’aptitude à l’extrusion se traduit concrètement par une question : quelle épaisseur minimale de métal peut-on produire sans défauts ni dérives dimensionnelles ?
Un guide de conception de l’extrusion propose un graphe minimum metal thickness basé sur les références 6060/6063. On y voit, page 13, qu’à géométrie comparable, le 6063 ou le 6060 permettent des sections plus fines, tandis que les nuances plus résistantes demandent généralement un peu plus de matière pour rester manufacturables. Cette aptitude à extruder des sections fines influence directement la conception des profilés et leur capacité à être ensuite formés.
Formage et pliage : choisir l’état adapté
Pour la mise en forme et le pliage, l’état métallurgique fait une différence immédiate. Ainsi, le 6063 en T4 (mise en solution + vieillissement naturel) offre une bonne formabilité, ce qui le rend pertinent lorsqu’on prévoit du pliage ou du cintrage avant de figer définitivement les propriétés.
Usinage : l’effet de l’état métallurgique
En usinage, l’aptitude du 6063 varie sensiblement selon l’état métallurgique. Sa facilité d’usinage se situe autour de 50 % pour le 6063-T6, contre environ 30 % pour le 6063-O. À nuance identique, l’état métallurgique peut donc peser autant que le choix de l’alliage lui-même sur la sensation d’usinage, la stabilité dimensionnelle et la qualité de surface obtenue après coupe.
Soudage : bonne aptitude, avec perte locale de résistance
Le 6063 présente une bonne soudabilité pour les assemblages courants. Comme pour les autres alliages d’aluminium durcissables par traitement thermique, le soudage peut toutefois entraîner une baisse locale des propriétés mécaniques dans la zone affectée thermiquement. En pratique, le choix de l’état métallurgique, du procédé et des exigences finales de résistance doit donc être anticipé dès la conception.
Applications de l’aluminium 6063
Architecture et bâtiment
Le 6063 est une nuance très utilisée dès que l’on recherche des profilés extrudés avec un bon compromis entre mise en forme, aspect et tenue en service.
On le retrouve en priorité dans les produits architecturaux extrudés : habillages, profilés de façade et éléments visibles où la régularité géométrique et la qualité de surface comptent.
C’est aussi un standard pour les cadres de portes et de fenêtres, où l’extrusion permet des sections optimisées (rigidité, ruptures de pont thermique, logements de joints) tout en restant compatibles avec des finitions anodisées ou peintes.
Enfin, ses qualités de surface et sa facilité de mise en œuvre le rendent courant pour les garde-corps et le mobilier (pièces visibles, profils fins, finitions homogènes).
Électrique, thermique et fluides
Grâce à sa conductivité correcte et à sa facilité d’extrusion, le 6063 est utilisé pour des conduits et divers composants électriques lorsque l’on recherche des formes longues, légères et régulières.
Dans certaines conceptions, on le retrouve aussi en barres conductrices (busbars), lorsque le cahier des charges privilégie la géométrie, le poids et la mise en œuvre plutôt qu’une conductivité maximale.
Du côté thermique, sa bonne conductivité thermique (λ typique de l’ordre de 200 à 220 W/m·K) et sa capacité à produire des géométries fines expliquent son usage en dissipateurs thermiques : l’extrusion permet de multiplier les ailettes et d’optimiser l’échange de chaleur à coût maîtrisé.
Enfin, pour les applications fluides, il est couramment employé en tubes et dans des systèmes d’irrigation.
Composition chimique du 6063
Les variations min/max de sa composition chimique acceptées pour l'aéronautique.
| % | Cr Chrome | Cu Cuivre | Fe Fer | Mg Magnésium | Mn Manganèse | Si Silicium | Ti Titane | Zn Zinc |
|---|---|---|---|---|---|---|---|---|
| Min. | 0.00 | 0.00 | 0.00 | 0.45 | 0.00 | 0.20 | 0.00 | 0.00 |
| Max. | 0.10 | 0.10 | 0.35 | 0.90 | 0.10 | 0.60 | 0.10 | 0.10 |
Alliages d'aluminium associés
2014, AlCu4SiMg, 3.1255, EN AW-2014
TÔLE (ÉP. < 6MM)
2014A
BARRE RECTANGULAIRE, BARRE RONDE, TÔLE (ÉP. < 6MM)
2017, AlCu4MgSi, AL4
TÔLE (ÉP. < 6MM), TÔLE (ÉP.> 6MM)
2024, AU4G1, 3.1354, EN AW-2024, Al-Cu4Mg1
BARRE CARRÉE, BARRE RONDE, PROFILÉ, TÔLE (ÉP. < 6MM), TÔLE (ÉP.> 6MM), TUBE SECTION CIRCULAIRE
2050
TÔLE (ÉP. > 6MM)
2219, AlCu6Mn, EN AW-2219
TÔLE (ÉP. > 6MM)
2524
TÔLE (ÉP. < 6MM)
2618, AU2GN, 3.1924, EN AW-AlCu2Mg1,5Ni, AL-P2618A
TÔLE (ÉP. > 6MM), TUBE SECTION CIRCULAIRE
2618A
BARRE RECTANGULAIRE, BARRE RONDE, TÔLE (ÉP. > 6MM)
5005, EN AW-5005, EN AW-AlMg1(B)
TÔLE PERFORÉE
5052, EN AW-5052, EN AW-AlMg2,5, 3.3524, AL-P5052
TUBE SECTION CIRCULAIRE
5086, EN AW-5086, EN AW-AlMg4, 3.3545, AB 5086
BARRE RONDE, PROFILÉ, TÔLE (ÉP. < 6MM), TÔLE PERFORÉE, TUBE SECTION CIRCULAIRE
5251, 3.3525, EN AW-5251, EN AW-AlMg2, EN AW-AlMgMn0,3
TUBE SECTION CIRCULAIRE
5754, 3.3535, EN AW-5754, EN AW-AlMg3
TÔLE PERFORÉE
6061, 3.3214, EN AW-6061, EN AW-AlMg1SiCu
BARRE RONDE, TÔLE (ÉP. < 6MM), TÔLE (ÉP.> 6MM), TUBE SECTION CIRCULAIRE
6082
BARRE RONDE
7010
TÔLE (ÉP. > 6MM)
7010-7050
TÔLE (ÉP. > 6MM)
7050
BARRE RONDE, PROFILÉ, TÔLE (ÉP. > 6MM), TUBE SECTION CIRCULAIRE
7055
TÔLE (ÉP. < 6MM), TÔLE (ÉP.> 6MM)
7075
BARRE RECTANGULAIRE, BARRE RONDE, PROFILÉ, TÔLE (ÉP. < 6MM), TÔLE (ÉP.> 6MM), TUBE SECTION CIRCULAIRE
7075-7175
BARRE RONDE
7150
BARRE RECTANGULAIRE
7175
BARRE RONDE, PROFILÉ, TÔLE (ÉP. > 6MM)
7449
TÔLE (ÉP. > 6MM)
7475
TÔLE (ÉP. < 6MM), TÔLE (ÉP.> 6MM)
CALE PELABLE
TÔLE
L56
TUBE SECTION CIRCULAIRE
Caractéristiques principales
Les propriétés les plus remarquable de cet alliage d'aluminium

Thermal capacity
898 J/(kg·°C)

Resistivity
0.03–0.035 Ω·mm²/m

Thermal conductivity
193–218 W/(m·°C)

Tensile Strength
80–220 MPa

